






快速找貨







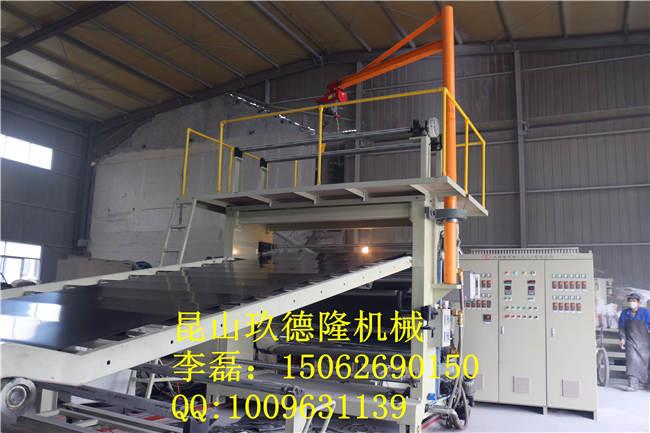




擠出原理 以塑料擠出為例,簡述物料在普通單螺桿擠出機中的擠出過程。固體物料從料斗加入,在旋轉著的螺桿的作用下、通過機筒內壁和螺桿表面的摩擦作用,向前輸送和壓實。在開始的階段物料呈固態向前輸送,由于機筒外有加熱圈,熱通過機簡傳導給物料;與此同時,物料在前進運動中,生成摩擦熱,使物料沿料筒向前的溫度逐漸升高,致使高分子物料從顆粒或粉狀的固體轉變成熔融的流體狀態,熔融的物料被連續不斷地輸送到螺桿前方,通過過濾網、分流板而進入機頭成型,從而使高聚物熔體具有一定形狀;再通過定型、冷卻、牽引等輔機作用,就成為一定形狀的塑料制品。 在這個過程中,擠出機擠壓系統的主要作用是 ①連續、穩定地輸送物料; ②將固體物料塑化成熔融物料; ③使物料在溫度和組分上均勻一致。 從物料通過螺桿的擠出過程來分析,由于螺桿旋轉,使得物料與螺桿、機筒表而的相對運動而形成的摩擦作用,強行將物料向前輸送;又由于實際擠出機螺桿結構尺寸的特點(螺槽體積從加料斗處的較大體積逐漸變小,到機筒出口處,螺槽體積最小),使物料從一個大容積的空間強行走向小容積的空間;再由于在螺桿前端安裝有過濾網和分流板等阻力元件,以上三種因素,造成了沿螺桿長度方向上物料的壓力上升。這種壓力的增加,對固體物料來說,可以使從加料斗加入的松散物料逐漸壓實,致使粘附于固體表面的氣體沿料斗排出。固體料壓實后,能改善機筒給予物料的熱量在物料內部的熱傳導.也有利于加速固體物料的熔融。當物料從螺桿進入口模成型時,由于物料本身的壓力存在,使擠出的制品密實,并對 制品的表而形狀和光潔度均有益處。當物料沿螺桿前進時,由于機筒的加熱,壓實后的固體吸收外界的熱量,在前進時,物料與機筒、螺桿表面的摩擦產生摩擦熱,使靠近機筒的一層物料首先熔融,以后,熔體與機筒表面及熔體層之間的剪切摩擦作用,亦能轉化為熱量,使機筒內的物料進一步熔融,在到達口模之前的一段路程中,物料已全部完成了由固體狀態(玻璃態或高彈態)向粘流狀態的熔體轉變,具備了成型前物理狀態的要求。當熔融的物料繼續沿螺桿前進時,熔融流體不僅具有順著螺槽方向的正流流速,而且在垂直于螺槽的方向上有橫流流動,因而形成了螺槽內環流和轉角處的渦流,促使物料在熔融后得到充分的攪拌和混合。 從以上分析來看,物料通過螺桿的擠出包括了輸送、熔融和混合的復雜過程,這個過程能否得以圓滿完成,擠壓系統的螺桿結構起著關鍵的作用。一般螺桿在擠出機中要完成三個基本職能,即:固體輸送,熔融和熔體輸送。可以想像,各個不同職能對螺桿的結構和尺寸要求是不同的.因而普通的擠出機螺桿都可分為三個不同結構的區段,稱為: ①加料段.進行高分子物料的固體輸送; ②壓縮段.壓縮物料,并使物料熔融: ③計量段,對熔融物料進行攪拌和混合(因而也可稱為均化段),并定量定壓地將熔體向口模輸送。 物料在擠出過程中,根據它的運動和狀態變化情況,也可分為三個區域: ①固體輸送區,物料溫度較低,故呈固體狀態,物料逐漸被壓實,井向前輸送; ②熔融區,料溫達到熔融溫度,逐漸熔融變成粘流流體; ③熔體輸送區,已熔融的流體沿螺桿進行攪拌和混合,同時定量定壓輸送。

 行情
行情
 訂單
訂單
 廣告
廣告
 我要
我要
 簽到
簽到

 關注
關注
 客服
客服 TOP
TOP


 粵公網安備 44011202002240號
粵公網安備 44011202002240號